Viel hilft manchmal viel: Profilschleifmaschinen für große Zahnräder
Für Hersteller von Windkraftanlagen ist die Zahnradfertigung Ott GmbH & Co. KG ein gefragter Zulieferer. Die Fertigung von Hohlrädern mit Durchmessern von 2500 mm und speziellen Innenverzahnungen erfordert viel Know-how, qualifiziertes Personal und die richtigen Maschinen, wie die Profilschleifmaschine ZP I/E von KAPP NILES. Die massive Bauweise und der groß dimensionierte Schleifkopf – viel hilft hier wirklich viel – sorgen für höchste Präzision.
Die Zahnradfertigung Ott GmbH & Co. KG ist in Bodelshausen, im Landkreis Tübingen, zu Hause. Gegründet 1957 kann das Familienunternehmen inzwischen 156 Mitarbeiter und gut 10.000 m2 Hallenfläche aufweisen. Zum Fertigungsspektrum gehören die unterschiedlichsten Verzahnungen und Getriebe für Industrie, Verkehr, Logistik, Öl- und Gasförderung etc.
Windkraft: große Zahnräder, hohe Ansprüche
Zunehmend prägt die Windkraft das Portfolio des Unternehmens, das sich als einer der ersten Zulieferer für diese Branche europaweit etabliert hat. Bereits 1999 hat Ott hierfür eine Maschine zur Bearbeitung von schrägverzahnten Hohlrädern umgerüstet. Es war klar, dass die Qualitätsansprüche für die Getriebe von Windkraftanlagen nur mit geschliffenen Verzahnungen zu erzielen sind. Die Kundenanforderungen nach DIN ISO 1328-1 liegen meist bei Qualität 7 oder 6, teilweise auch 5, wie Siegfried Nill, Fertigungsleiter bei Ott, bestätigt: „Die gewünschte Qualität der Oberfläche, die Teilung und die Profilgenauigkeit sind nur mittels Schleifen zu erzielen. Dazu kommen Korrekturen im Zahnprofil und der Flankenlinie, wie Kopf- und Fußrücknahmen sowie Endrücknahmen und eine definierte Balligkeit oder Konizität.“
Auf diese Weise kann die Kraftübertragung innerhalb des Getriebes optimiert und so die Laufruhe verbessert werden, wie Nill erläutert: „Heute kann man Deformationen und Verlagerungen der Bauteile unter Last simulieren. Früher konnte man das nur theoretisch abschätzen, aber heute wissen die Konstrukteure im Voraus, wie sich ein Zahn unter Last verformt und es kann schon im Vorfeld gegengehalten werden. Auf diese Weise kann der Traganteil der Verzahnung unter Last maximiert werden.“ Die Ritzel oder Hohlräder werden – etwas überspitzt formuliert – schräg geschliffen, damit sie sich unter Last gerade abbilden.
Maschinen zum Schleifen von Innenverzahnungen bis 2.500 mm Durchmesser gehören deshalb schon lange zur Fertigung. Noch einmal Nill: „Windkraftanlagen werden immer größer und leistungsfähiger. Das zieht immer größere Getriebe und damit Zahnbreiten nach sich. Die Getriebebauer haben Jahr für Jahr einen größeren Typ geplant und bei uns angefragt, ob wir das können. Wir haben natürlich zugesagt, entsprechende Maschinen gekauft oder sogar umbauen lassen. So sind wir in das Windgeschäft reingewachsen, speziell im Bereich der Hohlradfertigung, das heißt Innenverzahnung bei großen Teilen.“
Präzise, robust und flexibel – Schleifmaschinen von KAPP NILES
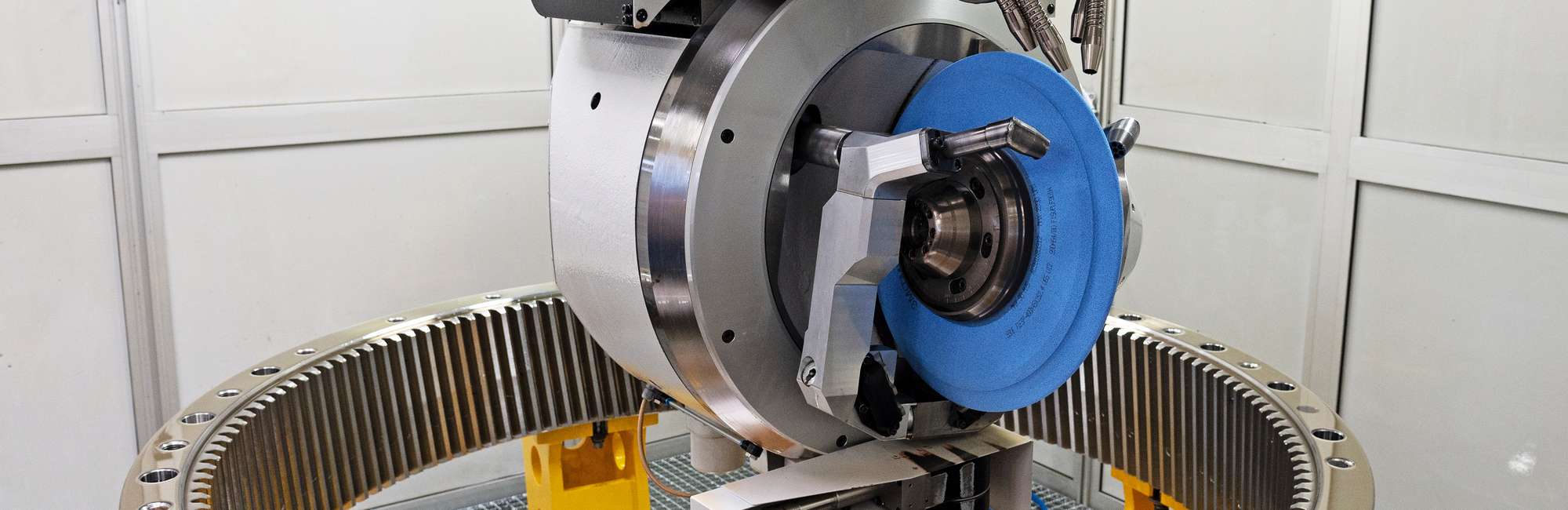
KAPP NILES gehörte lange Zeit nicht zum Maschinenpark von Ott. Das änderte sich erst 2018, als eine alte Schleifmaschine ersetzt werden musste. Über einen Maschinenhändler wurde man bei Ott auf eine gebrauchte KAPP NILES-Maschine vom Typ ZP I/E aufmerksam. Diese Verzahnungs-Profilschleifmaschinen dienen dem hochgenauen Schleifen von großmoduligen Innenverzahnungen. Eine Besonderheit ist der Schleifkopf: Er lässt sich um 180° wenden, sodass die Maschine in kürzester Zeit für das Schleifen von Außenverzahnungen und Sonderprofilen umgerüstet werden kann. Die größte Version der Baureihe ermöglicht eine Bearbeitung von Innenverzahnungen mit einem Fußkreisdurchmesser von bis zu 2.900 mm. Die gebrauchte Maschine war für 2.500 mm ausgelegt.
Jens Haag, Mitglied der Geschäftsleitung, erinnert sich gut: „Die Maschine war preislich interessant und hatte nur eine geringe Laufzeit. Obwohl sie gebraucht war, hat sie durch ihre Qualität überzeugt. Deswegen haben wir einige Jahre später auch eine zweite, neue Maschine gekauft, die unsere Produktion sehr gut ergänzt.“
Markus Reißenweber, Vertriebsleiter Amerika und Europa von KAPP NILES, beschreibt die Highlights der Maschine: „Mit dem massiven Schleifkopf erreichen wir eine hohe thermische Stabilität. Gleichzeitig verhindert die steife Konstruktion ein Abdrängen der Schleifscheibe bei der Zerspanung. Ein weiterer Wettbewerbsvorteil ist der geringe Aufwand beim Werkzeugwechsel. Die Schleifscheibe ist einseitig gelagert, sodass der Schleifkopf nicht zerlegt werden muss und ein Schleifscheibenwechsel mit wenigen Handgriffen durchgeführt werden kann.“

Die Qualität der Maschine zeigt sich auch in den erzielbaren Oberflächenrauheiten, wie Roland Löffler, zuständiger Abteilungsleiter bei Ott, berichtet: „In der Mehrzahl der Aufträge wird ein Ra-Wert von unter 0,8 µm gefordert. Standardmäßig erreichen wir bereits Werte zwischen 0,4 und 0,6 µm. Testweise versuchen wir auch Ra-Werte von 0,2 µm zu schleifen, denn der Trend im Bereich Windkraft geht eindeutig zu höheren Ansprüchen an die Oberflächen, also Ra unter 0,4 µm. Dafür müssen wir gewappnet sein, auch als Lohnverzahner.“
Ursache für diesen Trend ist die wachsende Leistung der Windkraftanlagen und damit die Notwendigkeit, den Wirkungsgrad der Anlage zu maximieren. Hilfreich bei der Fertigung ist auch das integrierte Messsystem zur Verzahnungsmessung. Dazu Haag: „Wir messen fertigungsbegleitend, um unsere Qualität zu halten. Wenn das System einmal eingestellt ist und die äußeren Einflüsse passen, kann man sich auf die Ergebnisse verlassen.“
Eine Maschine, die auf eigenen Füßen steht – Kostenfaktor Fundament
Normalerweise benötigen Maschinen dieser Größenordnung ein Fundament, das bis auf den gewachsenen Boden geht. Das können drei oder auch sechs Meter sein. In der Baugrube muss dann ein spezielles Fundament gegossen werden, mit dem die Maschine verschraubt wird. Nicht so bei der ZP I/E. Der Boden muss einfach nur das Gewicht aufnehmen, was ein moderner Schwerlastboden oft sowieso schon kann. Der Hallenboden bei Ott stammt aus den siebziger Jahren und musste deshalb verstärkt werden. Trotzdem war der Sockel weit kostengünstiger als die geforderten Fundamente anderer Hersteller. Dazu meint Haag: „Das hat auch für meine Entscheidung eine große Rolle gespielt. Das Fundament kann bei so großen Maschinen leicht 200.000 Euro kosten. Das ist nicht zu vernachlässigen.“
Nill ergänzt: „Bei einer Lagebesprechung zu den Aufbauzeiten gab KAPP NILES drei oder vier Wochen an. Das hielt ich für unmöglich. Aber wenn man weiß, dass man die Konstruktion nicht mit dem Untergrund verschrauben muss, dann funktioniert das. Damals wurde mir auch klar, wie stabil die Maschine ist.“

Ein weiterer Vorteil ist die Führung für die Schleifmedien. Bei manchen Herstellern ist ein Schacht unter der Maschine erforderlich, um das abfließende Kühlmittel etc. aufzufangen. Bei KAPP NILES sind alle Aggregate auf derselben Ebene wie die Maschine.
Flexibilität, eine Kardinaltugend der Lohnverzahner
„Für uns als Lohnverzahner ist Flexibilität sehr wichtig. In der Großserienfertigung gibt es manchmal für jeden Artikel eine eigene Maschine. Wir schleifen morgens eine Innenverzahnung, mittags eine Außenverzahnung und am nächsten Tag eine Welle. Da ist es entscheidend, ob der Kopfwechsel fünf oder nur zwei Stunden dauert“, beschreibt Haag seinen Arbeitsalltag. Er spielt damit auf den Umbau des Schleifkopfes von Innen- auf Außenverzahnung an. Neben dem schnellen Werkzeugwechsel ist dies ein weiteres Highlight der Schleifmaschine.
Die Anschlüsse für Hydraulik und Elektrik können beim Wechsel am Kopf verbleiben. Diese abzuziehen und wieder aufzustecken kostet nicht nur Zeit. Es kann dabei auch leicht zu Verunreinigungen, Kontaktfehlern oder Leckagen kommen. Noch einmal Haag: „Vom Beginn des Kopfwechsels bis zum Start des neuen Werkstücks vergehen gerade einmal 2 Stunden. Das ist für uns ein wichtiger Punkt.“
Die ZP I/E in der Praxis
Die Entscheidung für KAPP NILES erwies sich für die Ott Zahnradfertigung in jeder Hinsicht als richtig. „Bei unseren Standardverzahnungen gab es keine Qualitätsprobleme, aber es gibt immer mehr Sonderanfertigungen, bei denen unsere Maschinen an Grenzen stießen“, beschreibt Nill die Ausgangslage. „Ein Kriterium für die neue Schleifmaschine war deshalb, dass wir die Flankenlinie genau abbilden können, vor allem den Bereich, in dem die Schleifscheibe ins Werkstück eindringt. Bei KAPP NILES merkt man, dass das Werkzeug kaum abgedrängt wird. Da überzeugt die Konstruktion auf der ganzen Linie.“
Haag bestätigt dies: „Mit den Flankenlinien hatten wir immer wieder Probleme. Das Thema haben wir bereits mit der gebrauchten Maschine in den Griff bekommen, selbst wenn wir Modifikationen schleifen.“ Auch Löffler ist von der Qualität angetan: „Mit einigen anderen Maschinen hatten wir im Ein- oder Auslauf Abweichungen, eine Art Nasen. Das Problem konnten wir lösen. Bei einer Verzahnungsbreite von 600 mm kann man ans Protokoll ein Lineal anlegen und sieht keine Abweichung. Das hat uns beeindruckt.“
Auch der Service stimmt
Das Team der Ott Zahnradfertigung fühlte sich bereits im Vorfeld gut beraten, erinnert sich Nill: „Wir haben uns bei der Kontaktaufnahme und dem Werksbesuch abgeholt gefühlt. Alle wichtigen Leute waren am Tisch. Es gab handfeste Antworten und Versprechen wurden gehalten.“
Auch Löffler kann dies nur bestätigen: „Als wir mit unseren Anforderungen nach Berlin kamen, hatte KAPP NILES sich damit schon auseinandergesetzt und Antworten parat. Das war sehr überzeugend. Das betrifft auch den Service nach dem Kauf. Die Maschinen laufen zuverlässig, aber wenn es einmal ein Problem gibt, können wir uns darauf verlassen, dass am nächsten Tag ein Techniker kommt.“
Auch Haag ist überzeugt: Wir sind im Markt für unsere Qualität bekannt und dafür, dass wir diese konstant halten, nicht nur bei einem bestimmten Artikel, sondern immer. Dafür braucht man Know-how, qualifizierte Mitarbeiter und die richtigen Maschinen. Zu KAPP NILES kann man sagen: Alles ist etwas einfacher, angefangen vom Fundament bis zum Kopfwechsel. Trotzdem stimmt die Qualität. Das ist eine tolle Kombination.“
