E-Getriebe für Trucks … und E-Sportwagen
Das multinationale Unternehmen FPT Industrial ist als namhafter Hersteller von Getrieben und Antriebssträngen vor allem für Trucks und Landmaschinen bekannt. In seinem Turiner Werk hat das Unternehmen sein Portfolio um den Antriebsstrang eines vollelektrischen Sportwagens im Jahr 2023 erweitert. Den Feinschliff erhalten die Komponenten in der Verzahnungsschleifmaschine KX 300 P von KAPP NILES. Auch die Messmaschine KNM 5X, mit der die Qualität überwacht wird, hat die Coburger Unternehmensgruppe geliefert.

Kann ein Spezialist für Antriebsstränge von Nutzfahrzeugen auch Getriebe für einen vollelektrischen Sportwagen entwickeln und produzieren? Natürlich kann er - den Beweis hat FPT Industrial angetreten. „Letztlich findet die Bewegungsübertragung immer zwischen Wellen und Zahnrädern statt“, bringt es der Projektverantwortliche Roberto Di Geronimo, Competence Leader Gears & Gauges, auf den Punkt. Er hat schon die Entwicklung vieler Getriebe bis hin zur Serienproduktion begleitet. Das Getriebe für einen vollelektrischen italienischen Sportwagen war aber auch für ihn, wie für FPT Industrial, Neuland.

Das Unternehmen gehört zur Iveco Group und hat sich auf Antriebsstränge und Lösungen für On- und Offroad-Fahrzeuge sowie für Einsatzgebiete in der Schifffahrt und der Stromerzeugung spezialisiert. Das Produktangebot beinhaltet neben sechs Motorenfamilien auch Getriebe mit einem maximalen Drehmoment von 500 Nm und Vorder- und Hinterachsen mit einer Bruttoachslast bis zu 32 t – anspruchsvolle technische Lösungen, allerdings ausschließlich für Nutzfahrzeuge.
Erfahrungen mit Elektromobilität kann das Unternehmen aber vorweisen: Eine eigene ePowertrain-Geschäftseinheit befasst sich mit elektrischen Antriebssträngen, Batteriepacks und Batteriemanagementsystemen. Die Getriebefertigung des Sportwagens stellte jedoch Anforderungen, die mit dem vorhandenen Maschinenpark nicht zu realisieren waren. Die Verantwortlichen nahmen Kontakt mit mehreren Zulieferern auf und entschieden sich für den bewährten Partner KAPP NILES.
Mikroskopisch klein, aber entscheidend: Oberflächenstrukturen
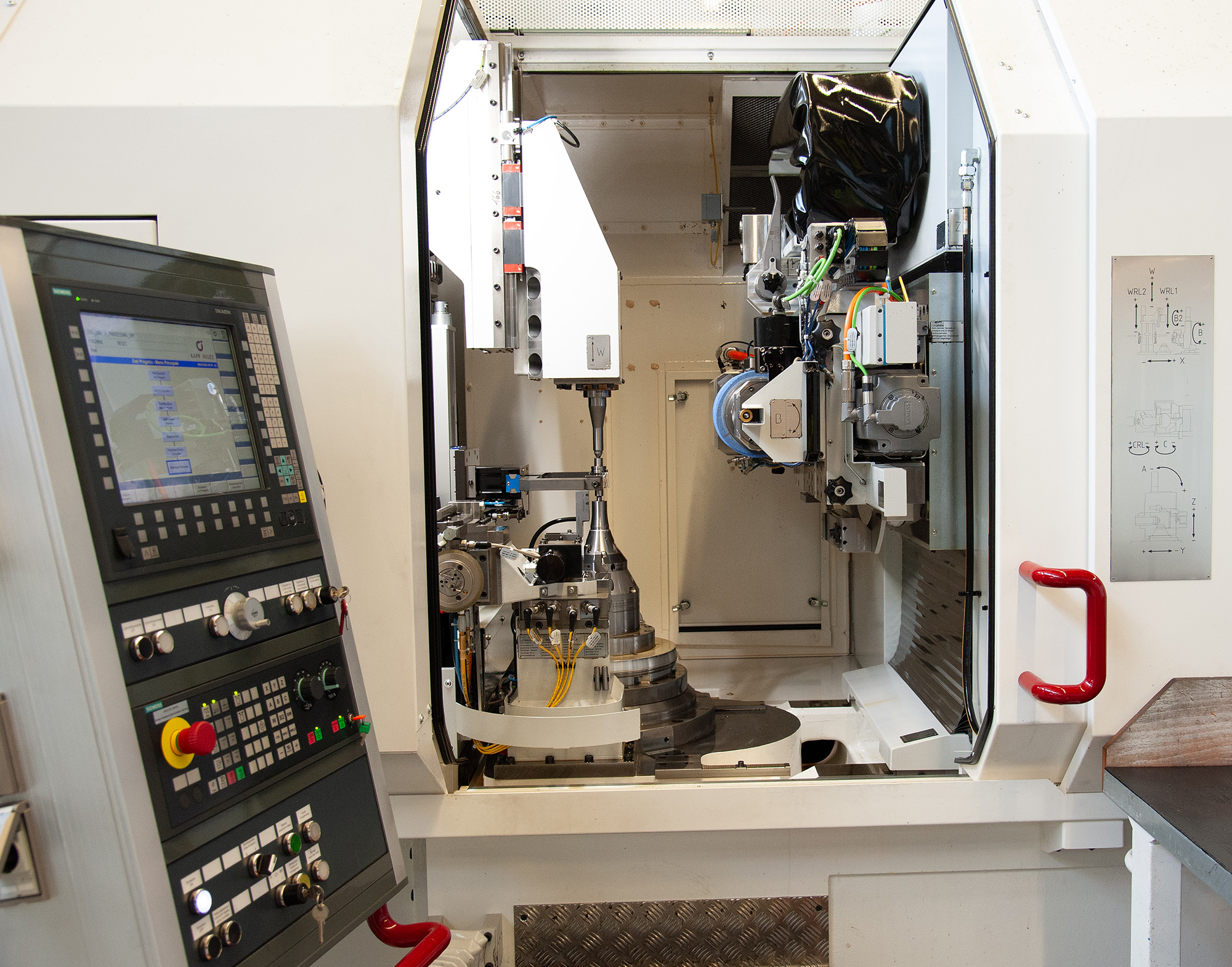
FPT arbeitet schon lange mit KAPP NILES zusammen. Für die Betreuung vor Ort sorgt das italienische Tochterunternehmen Bitek. Auf acht KAPP NILES KX 1-Maschinen am Standort Turin erfolgt die Bearbeitung mittels abrichtfreiem Wälzschleifen. Eigens für das Sportwagengetriebe entschied man sich, eine neue Wälzschleifmaschine vom Typ KX 300 P anzuschaffen.
Hierauf werden die Werkstücke mit abrichtbaren Korundschleifschnecken bearbeitet, wobei diese Maschine auch den Einsatz abrichtfreier CBN-Schleifschnecken oder Profilschleifscheiben erlaubt. Beladen wird alternativ manuell oder automatisiert. In Turin hat man sich für die mit einem Ringlader automatisierte Variante entschieden, um die Beladezeiten auf ein Minimum zu reduzieren. Eine weitere Besonderheit ist das topologische Wälzschleifen, das noch näher erläutert werden muss.
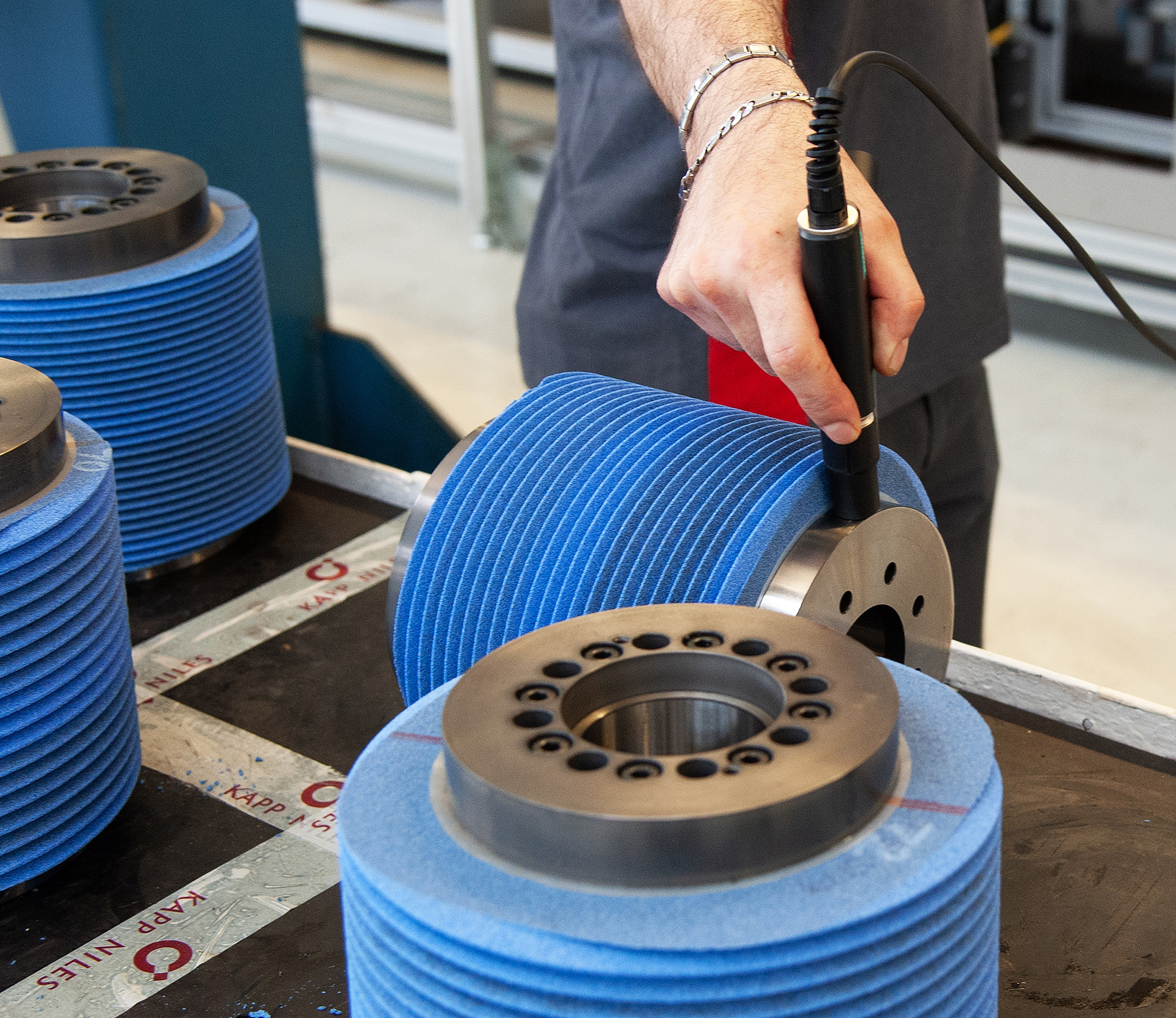
Aber wozu überhaupt der Wechsel hin zum keramischen Wälzschleifen? „Die Oberfläche weist eine andere Struktur auf. In Verbindung mit dem KAPP NILES Strukturshiften auf der KX 300 P wird meiner Meinung nach das Getriebe deutlich leiser“, begründet dies Di Geronimo. Bei den elektrischen Nutzfahrzeugen, wie den Iveco Daily Trucks, sind die Anforderungen an die Geräuschemission nicht so streng. Zudem macht sich der Effekt nicht so stark bemerkbar, da am Getriebeeingang nur Drehzahlen bis etwa 6.000 U/min auftreten. Bei dem Sportwagengetriebe sind sie mit bis zu 18.000 U/min rund dreimal so hoch.
Noch besser als Wälzschleifen: topologisches Wälzschleifen
Wälzschleifen bietet gegenüber dem Profilschleifen eine signifikant höhere Bearbeitungsgeschwindigkeit in Kombination mit einer sehr guten Qualität. In der Regel werden Verzahnungen mit Balligkeit geschliffen. Dabei treten verfahrensbedingt geringe Abweichungen von der theoretisch geforderten Zahnflankengeometrie auf. Im Fachjargon wird dies Verschränkung genannt. Technologisch bedingt weist die Verzahnung beim klassischen Wälzschleifen nur in der Mitte der Verzahnungsbreite ein perfektes Profil auf.
Frank Holzheid, Manager Sales & Service bei Bitek, erklärt den Hintergrund: „Bei klassischen Verbrenner-Getrieben war meist nur das Profil in der Verzahnungsmitte als Qualitätskriterium relevant. Die verfahrensbedingte natürliche Verschränkung, die an den Enden der Verzahnung auftritt, kann im Getriebe etwas höhere Geräusche erzeugen. Das spielt jedoch im Vergleich zu dem viel lauteren Motorengeräusch keine Rolle. Anders verhält sich das bei E-Fahrzeugen. Bei geringen Fahrzeuggeschwindigkeiten sind die Getriebegeräusche deutlich wahrnehmbarer. Deshalb müssen Rad und Gegenrad auch in der Verschränkung genau aufeinander abgestimmt sein. Das erreichen wir mit dem topologischen Wälzschleifen.”
Di Geronimo ergänzt: „Normalerweise kontrollieren wir nur die Evolvente in der Mitte der Zahnbreite, für den Sportwagen sind es jetzt drei Ebenen: das Profil in der Mitte und zwei weitere zu Beginn und am Ende der Verzahnungsbreite, ebenso drei Ebenen für die Flankenlinie der Verzahnung.“
Partnerschaftliche Entwicklung
Ausgereifte und zuverlässige Maschinen gibt es von verschiedenen Anbietern. Das war aber nicht das einzige Kriterium für Di Geronimo. Er bekräftigt: „Serviceleistungen, die Verfügbarkeit von Ersatzteilen und das Know-how des Herstellers über unsere Prozesse sind genauso wichtig.“ Chiara Crosta, Administration Manager Sales & Service bei Bitek, ergänzt: „Es war für FPT wichtig, eine schlüsselfertige Lösung zu bekommen.“ Auch den Fertigungsprozess selbst hat Di Geronimo genau analysiert. Dazu gehören Schleif- und Abrichtzeiten sowie ein möglichst schneller Rüstvorgang zwischen zwei unterschiedlichen Werkstücktypen. All das fließt in eine genaue Kalkulation der Kosten pro Werkstück ein.

Ein weiteres wichtiges Kriterium: die Entwicklung. KAPP NILES hat FPT vom Prototyp bis zur Serienfertigung begleitet. Di Geronimo: „Wir absolvierten lange Testläufe des Getriebes mit der Entwicklungsabteilung. Daraus ergaben sich Änderungswünsche am Prozess und an den Werkzeugen, die immer unter Zeitdruck umgesetzt werden mussten. Ich hatte dafür bei KAPP NILES jederzeit einen Ansprechpartner – wenn es schnell gehen musste, auch am Wochenende. Damit hatten wir in kürzester Zeit ein neues Los von Prototypen, mit denen wir auf den Teststand gehen konnten. KAPP NILES hat uns während der Prototypphase unserer Neuentwicklung für ein vollelektrisches Getriebe eines Supersportwagens sehr geholfen und war uns stets ein optimaler Partner.”
Holzheid ergänzt: „Herr Di Geronimo war auch mehrmals in unserem Stammwerk in Coburg. Wir haben dort eine Maschine für die Tests reserviert und einen Spezialisten aus der Technologieabteilung für FPT abgestellt.“
Wie selbst das kleinste Detail auf Verbesserungen untersucht wurde, zeigt das Beispiel einer Schrägverzahnung. Gewöhnlich weisen die Schub- und Zugflanke den gleichen Schrägungswinkel auf, in diesem Fall 30°. Beim Testlauf erschien die Kombination jedoch zu laut. Eine Änderung des Schubflankenwinkels um nur 0,08 ° brachte eine signifikante Verbesserung. Holzheid: „Die Anforderung kam in der Prototypenphase. Wir haben die Technologiedaten geändert und es hatte auf dem Teststand den gewünschten Effekt. Abweichende Schrägungswinkel auf beiden Flanken sind bei E-Getrieben nichts Ungewöhnliches und technologisch auf unseren Maschinen problemlos umsetzbar.“
So wichtig wie die Fertigung: die Messtechnik
Neben den Wälzschleifmaschinen ist auch eine Messmaschine von KAPP NILES bei FPT im Einsatz, die KNM 5X. Die Maschinen dieser Baureihe sind eigens für kleinere und mittlere Werkstückgrößen entwickelt. Verschleiß- und reibungsfreie Luftlagertechnik in Linear- und Rundachsen, große Lagerabstände und großzügig dimensionierte Führungsquerschnitte sorgen für Genauigkeit, bestmögliche Zugänglichkeit und eine hohe Langlebigkeit. In allen Vorschubachsen werden Linearmotoren eingesetzt. Rundtische mit luft- oder hydrostatischer Lagerung sind mit Direktantrieben ausgestattet. Geregelte Luftfederelemente unter den Basisplatten schirmen Erschütterungen und Vibrationen ab und erlauben einen produktionsnahen Einsatz der Messmaschinen.
Den letzten Ausschlag für den Kauf gab das Closed Loop-Verfahren: Die Mess- und Korrekturdaten werden automatisch über die GDE-Schnittstelle direkt an die Verzahnungsschleifmaschine übertragen. Somit entfällt ein zeitraubendes, manuelles und eventuell fehleranfälliges Übertragen mittels Messprotokoll aus dem Messraum. Das erlaubt in der Serienfertigung besonders schnelle Rückschlüsse auf die Stabilität des Prozesses. Insbesondere Trends, das heißt schleichend ansteigende Abweichungen, lassen sich so frühzeitig erkennen und entsprechend automatisiert korrigieren. Bei Verzahnungen für elektrische Antriebe mit ihren extrem niedrigen Toleranzen ist das ein großer Vorteil. Dazu Crosta: „Herr Di Geronimo hat sofort erkannt, dass er dies auch für andere Produkte nutzen kann. Das hat ihn überzeugt.“

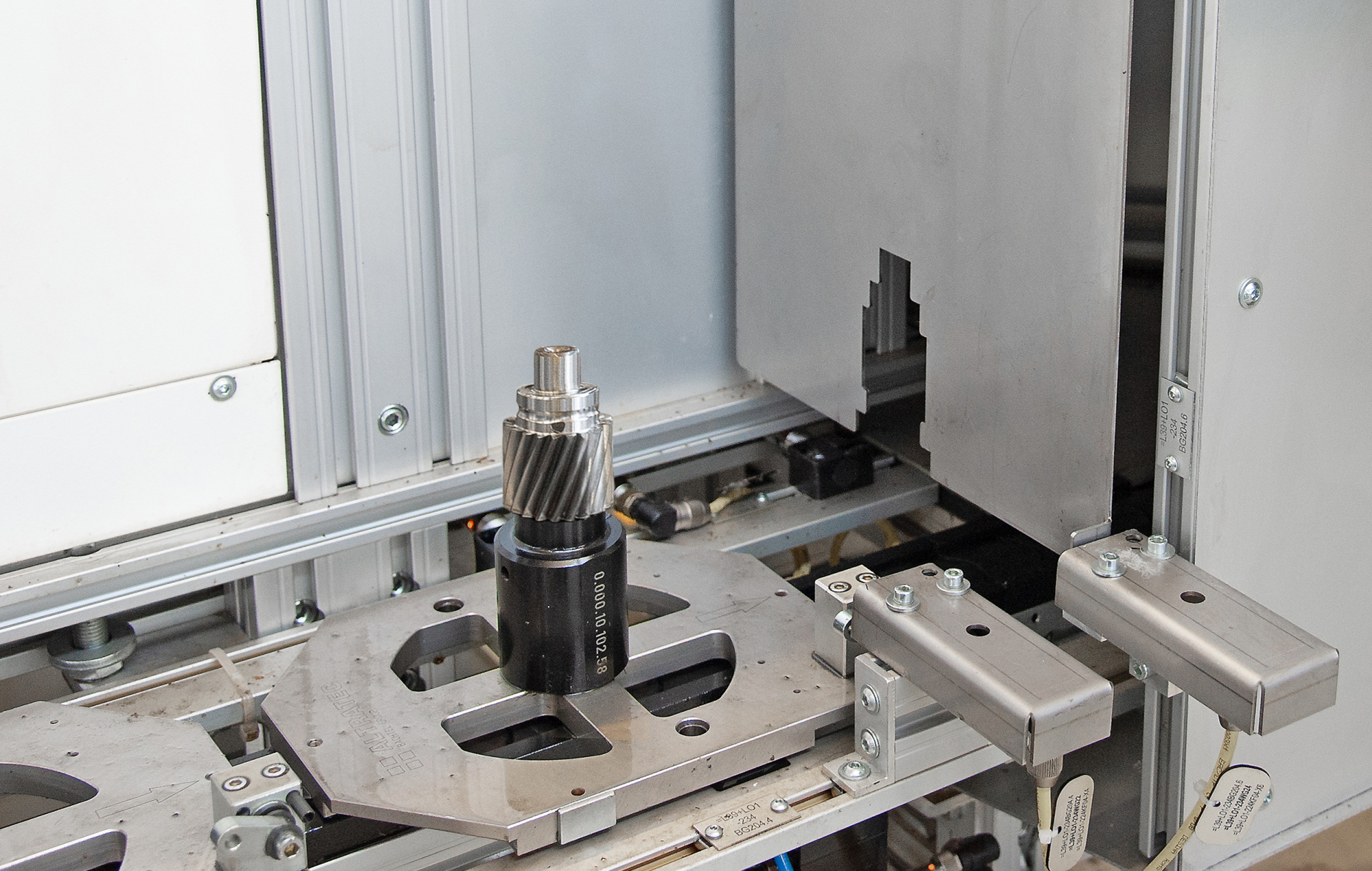
In der Tat hat FPT hier für die gesamte Fertigung investiert: Die größten Zahnräder des Sportwagengetriebes haben einen Außendurchmesser von 250 mm. Zum Portfolio gehören aber auch die Antriebe für einen E-Truck, ein Joint Venture von FPT und einem Hersteller für elektrische Nutzfahrzeuge. Hier betragen die Außendurchmesser 600 mm. Die Messmaschine ist auf Durchmesser bis zu 650 mm ausgelegt.
Zum Thema Messen bringt Di Geronimo noch einen weiteren Punkt ins Spiel: „Ergänzend zur Closed Loop-Technologie kann auch direkt in der Wälzschleifmaschine gemessen werden; das spart noch einmal Zeit, speziell beim Umrüsten der Maschine auf ein neues Bauteil“, lobt er die Ausstattung. Mit einem Messtaster lässt sich sofort nach dem Rüsten und Schleifen des ersten Teils kontrollieren, ob Profil und Linie stimmen. Das spart den Weg zum Messraum und damit lange Wartezeiten. Holzheid erläutert: „Wir können damit keine Messmaschine ersetzen, denn es gibt immer Öl oder kleine Partikel im Arbeitsraum, die Abweichungen von einigen Mikrometern verursachen. Zum Rüsten reicht die Genauigkeit jedoch völlig aus und man spart viel Zeit.“
Null-Fehler-Toleranz
Maschine, Schleiftechnologie und Messtechnik schaffen ideale Voraussetzungen für eine fehlerfreie Fertigung. Aber menschliche Fehler sind damit nicht ausgeschlossen. Deshalb hat KAPP NILES sehr wirksame Maßnahmen gegen Fehlbedienungen vorgesehen. Neben dem oben genannten Closed Loop ist die RFID-Kennzeichnung von Werkzeugen und Zubehör eine weitere davon. Di Geronimo nutzt dies gern, wie er erläutert: „In der Maschinensteuerung ist eine Liste von Zubehörteilen für jedes Werkstück hinterlegt. Wenn ich die Maschine für dieses Produkt rüsten will, kann ich jedes Teil mit einem Lesegerät identifizieren. Die Fehlerquote geht damit auf Null.“ Zubehörteile sind beispielsweise Wälzschnecken, Abrichtwerkzeuge, Spannmittel, Reitstockspitzen, Kühlmitteldüsen oder Greiferbacken für den Ringlader. Unterläuft dem Bediener beim Rüsten ein Fehler, erkennt die Maschine, dass ein Teil nicht zum Werkstück passt und startet nicht.
Holzheid ergänzt: „Wir können mit dem System auch noch mehr. Über den eingebauten RFID-Chip, beispielsweise der Abrichtrolle, wird auch immer kontrolliert, wie viele Abrichtzyklen dieses Werkzeug bereits vollzogen hat. Die Maschine warnt, wenn das Werkzeug sich dem Standzeitende nähert und Ersatz benötigt wird.“
Abgerundet wird das Sicherheitskonzept durch das Poka-Yoke-Prinzip. Es basiert auf der Erkenntnis, dass sich Fehler nie ganz ausschließen, aber meist durch einfache technische Vorkehrungen vermeiden lassen. So ist zum Beispiel am Zulauf des Ringladers eine Konturmaske installiert, die die Außenkontur des Werkstückes überprüft. Diese einfache Sicherungsmaßnahme greift aber nicht bei Werkstücken mit gleicher Grundgeometrie und nur umgekehrter Steigungsrichtung. Der Schleifvorgang würde starten und unter Umständen zu Maschinenschäden führen. Di Geronimo wollte dieses Risiko nicht eingehen und bat um Abhilfe. Holzheid beschreibt die von KAPP NILES getroffene Maßnahme: „Normalerweise wird mit nur einem Ausrichtsensor eine Lücke in der Verzahnung identifiziert, um das Werkstück korrekt zur Schleifschnecke zu positionieren. Wir haben einfach einen zweiten Sensor verbaut, mit denen die Maschinensteuerung die Steigungsrichtung erkennt.”
Spitzentechnik für ein Hightech-Fahrzeug
Seit dem Sommer 2023 ist der italienische Supersportwagen auf dem Markt. Drei Permanentmagnetmotoren, die in die vorderen und hinteren elektrischen Achsen integriert sind, liefern dem Fahrzeug bis zu 761 PS und beschleunigen es von 0 auf 100 km/h in 1,9 s; die Höchstgeschwindigkeit beträgt 325 km/h. Eine technische Spitzenleistung, die nicht zuletzt durch die partnerschaftliche Zusammenarbeit von FPT und KAPP NILES gelang.